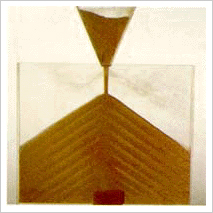
The two axes of mixing interior rotates to different sides and paddles attached to the axes forms fluidized area by diffusing mixed materials to different directions according to stable apex speed.
 moving direction of materials
moving direction of materials arrangement of plates
arrangement of plates mixing field and transfer field
mixing field and transfer field formation of plates
formation of plates
At this time, the movement of materials is concentrated on the higher center part from the bottom of mixer, and therefore, the effective volume of mixing room increases, and as the effective volume increases, the collision and rubbing between materials decrease.
Also, as the contacting section between materials and the mixing room, there is no damage because of collision and rubbing, and on the other hand, mixer itself does not cause inner rubbing because of material, so it keeps the shape of particle, and as it does not press rotating object or ventless etc., it prevents the leakage of materials on the seal part and proceed mixing.
Like this, Non-gravity mixer became created the new concept of powder mixing by solving problems of eruption and leakage etc, as well as precision of mixing.